De-Coil
Powered Single Mandrel type DECOILER NUMBER 1
ASM 1000mm x 3 tonne load max. Capacity
Powered with loop control
Individual Controller/loop control
Extra Coil Car
Extra Hold Down Roll
Feed
Two pairs of pneumatically separated Servo driven feed rollers are carried, one pair either side of the press head to both feed the material forward and to provide the counter rotation required when forming the rib. The first pair of feed rollers is complimented by a quickly adjustable coil set removal roller to render the coil generally flat through the press head.
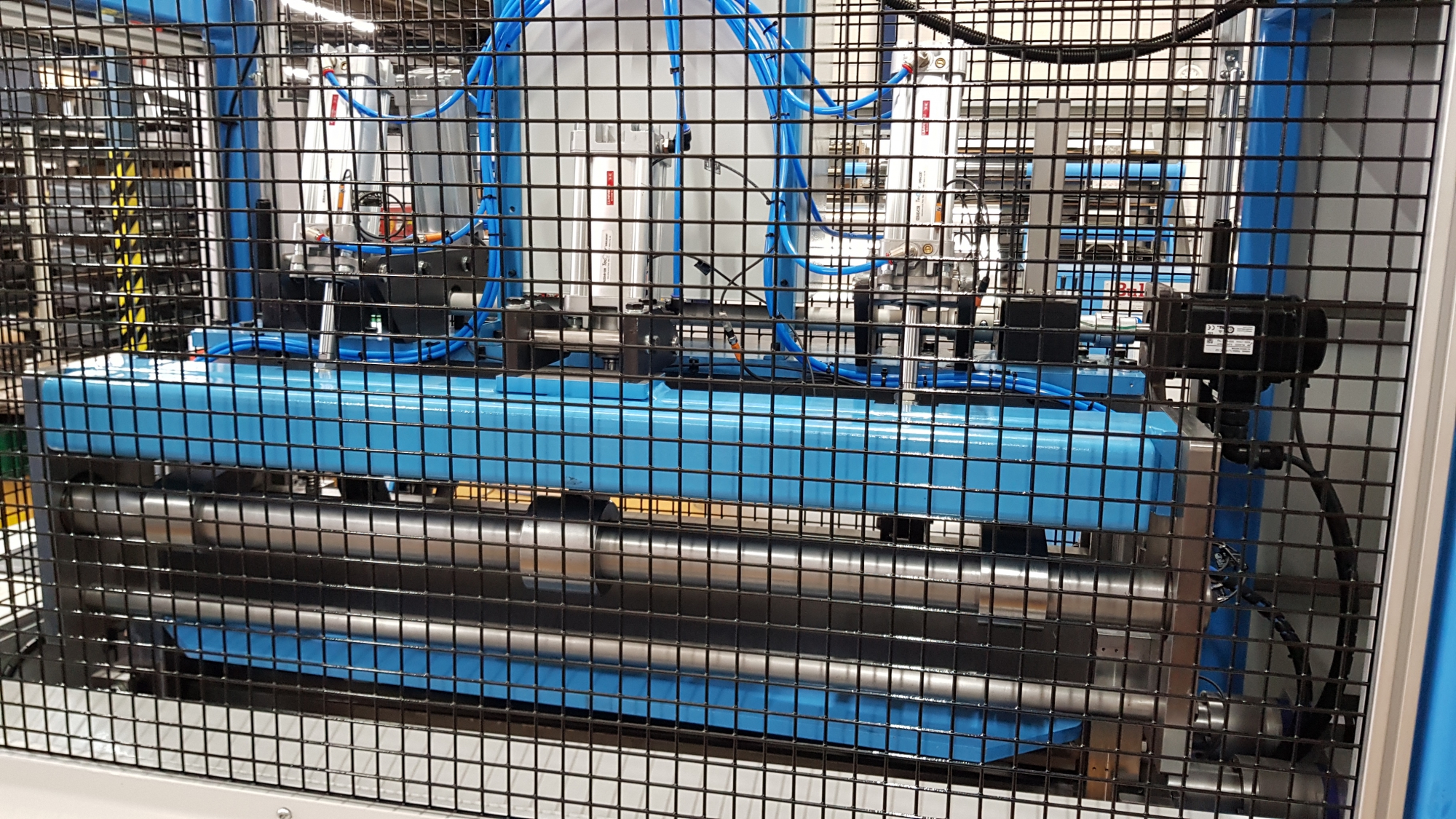
Press
The press head carries the upper and lower beam within beam construction, such that the outer beams provide the necessary clamping, and the inner beams the forming of the rib. The lower outer beams are fixed and the upper outer beams pneumatically raised to allow both forward feed of the ribbed product and interchanging of the tooling pieces. The top and bottom central forming beams are Servo actuated via ballscrew jacks to allow the precise control required for the variety of pipe sizes. The lower central beam carries the interchangeable round bar forming tool, which raises to produce the radius cornered rib in conjunction with the counter rotation of the Servo driven feed rollers - this over-strokes to produce a rib higher than the desired rib, but with radius corners. The upper central beam with interchangeable female radius tooling pieces, then descends as the bottom tool retracts, in order to coin the over height rib to the correct height, and in doing so inducing the desired tight corner radii. On completion of this action both top and bottom tools retract completely along with the second top feed roller, allowing the formed rib to exit to beyond the second pair of feed rollers, before it then re-engages with the material ready for the subsequent rib forming.
Shear
The pneumatically actuated shear is strategically positioned beyond the second feed rollers, such that its operation can be coincidental with the finalising of the press rib when producing single rib 130mm wide components, in order to optimise the production rate.
Offload
One metre long close pitch roller conveyor table to support the products on exit from the machine for manual removal.
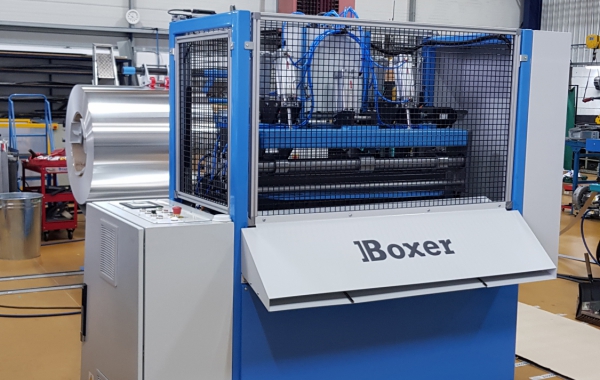
Electrics
The electrical control cabinet mounted to the side of the machine contains all necessary electrical hardware including the fully programmed microprocessor PLC, four Servo drives, and De-Coiler inverter drive along with all other related contacts and relays. The cabinet top surface carries the operator pushbuttons and touchscreen HMI providing prompted entry of the desired pipe diameter, pipe rib quantity, plate length and batch quantity. Adjustment of various length related parameters and display of alarm messages to simplify fault finding is incorporated. A V.N.C. router allows for remote monitoring and/or amendment of the PLC programme.
Additional I/O are incorporated into the PLC to allow for future addition of an offload system.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}