{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
De-Coiling
Twin-head, heavy duty four ton capacity
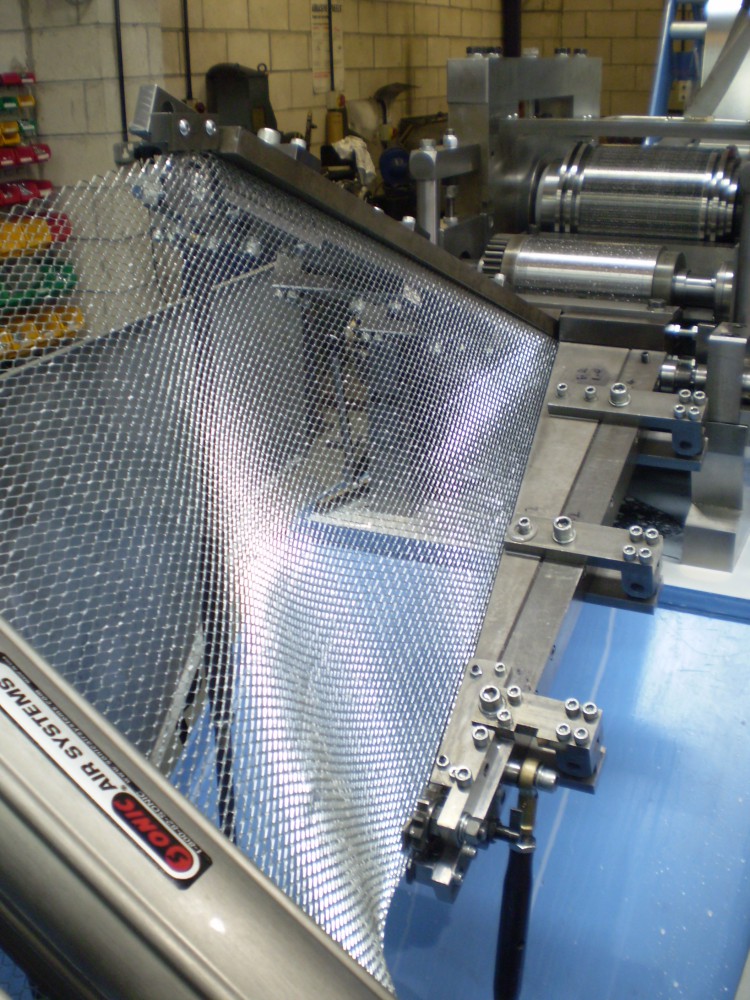
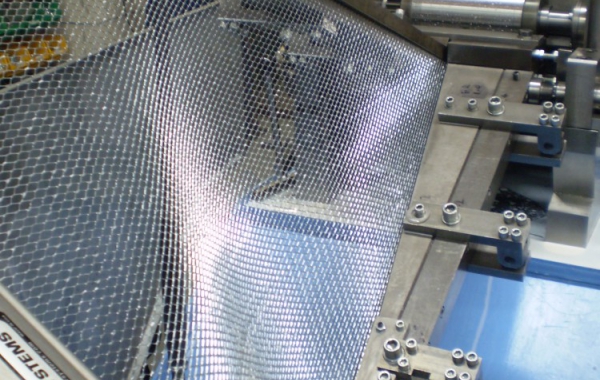
The 27.5” wide lath produced had a strand width of 0.051” with 84/85 diamonds, 17.5mm long approximately.
Twin-head, heavy duty four ton capacity
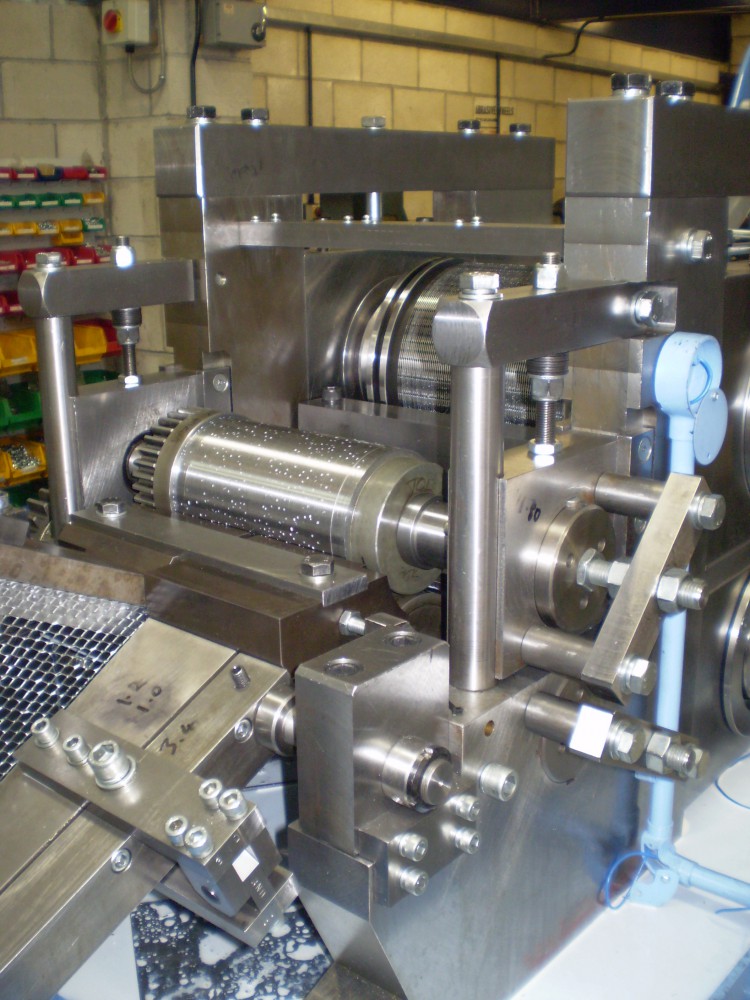
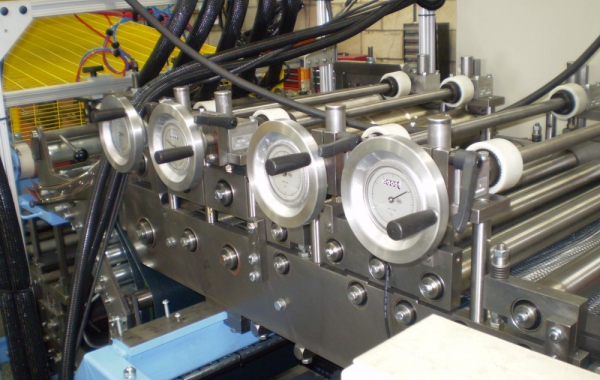
Is capable of guiding, multiple slitting and flanging of the coil stock of 0.012” to 0.025” thick, followed by expanding up the diagonally diverging arms.
This machine incorporates drive and leveling, with optional ribbing/dimpling and an integral rotary shear for the non-stop shearing of the mesh.
1.1 ton Twin ‘A’ Frame Turret Head Paper De-Reeling machine
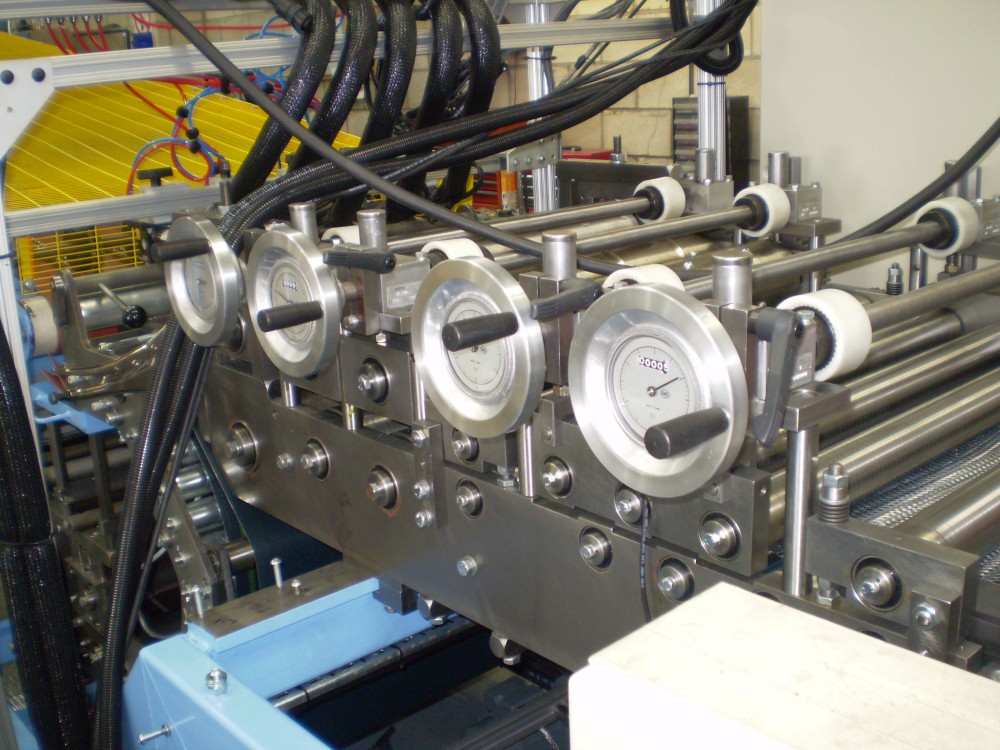
Incorporates a three-over-two dancing roll configuration, with fixed position top rollers and pivoting arm-mounted lower rollers under pneumatic control.
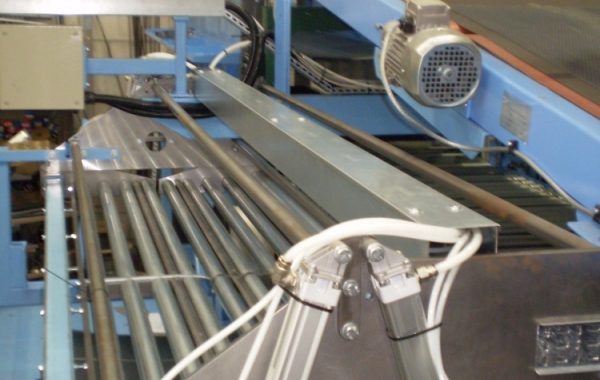
This system is incorporated into the frame of the level rib/shear machine and incorporates a rotary paper shear for the non-stop cutting and is independently inverter-driven at a speed approximately 1.5% faster than the lath speed, due to the longer length of paper
The upper and lower conveyor units serve to raise the lath and paper in tandem, up to the elevated gluing and cooling height (above the paper reel), with the paper lath running at slightly differing speeds, due to the length difference.
The free issue gluing system distribution head is carried directly above the infeed end of the lower multi ‘V’ belt conveyor so that the glue nozzles are between the belts.
Three platforms are provided for component support and access. All equipped with steps and double line hand rails.
This conveyor is necessary to create a gap between the end-to-end products for stacking purposes.
This system incorporates a high-speed infeed pinch roll pair, to accelerate the lath sheets, to create a gap for the following stacking process. The stacking is achieved by two pairs of 90° turreting spider arms, the top pair dropping single sheets onto the bottom pair, where ten sheets are accumulated before dropping onto the conveyor below.
This conveyor accepts the stacks from the stacker above and transfers them in opposing direction to the line flow, through the following banding unit. Once banded the conveyor transfers the Bundle in a new direction 90 degrees from previous, towards the Stacker.
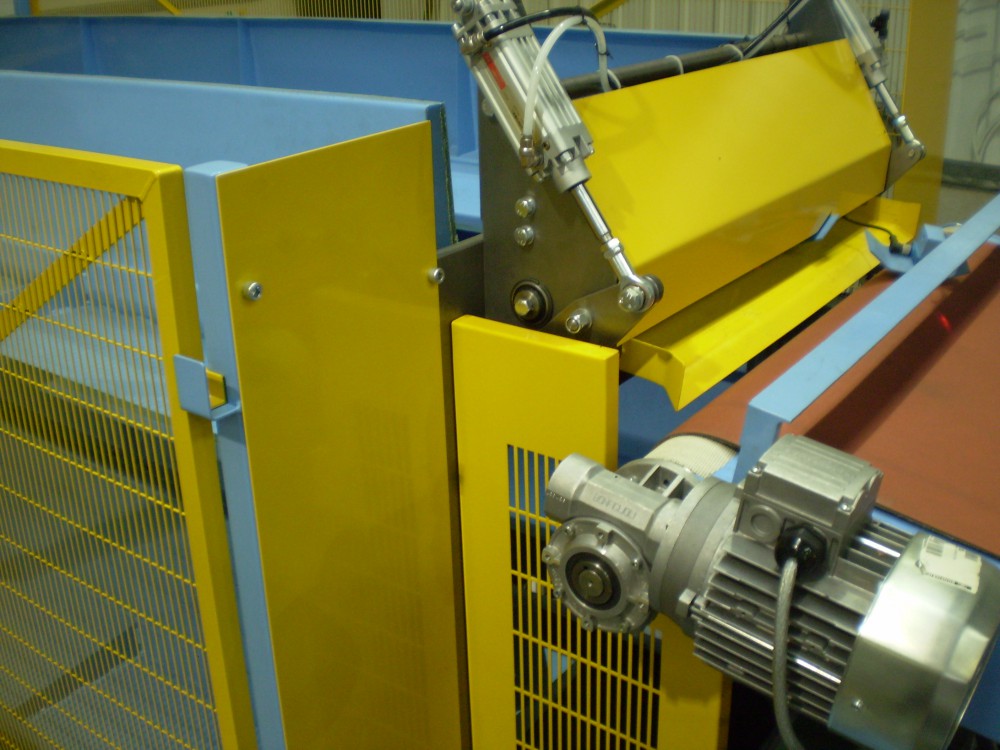
The previously described exiting conveyor deposits the bundles onto the roller-bomb door arms. These arms carry free-running conveyor rollers and are pivoted down through 90°, to drop the bundles of 10 down onto the pallets below. The pallet is supported by dual scissor lift tables, to maintain a constant drop height such that when full the scissor table lowers completely dropping the pallet onto the pallet conveyors below.
These are sectionalised into three parts to allow for independent movement of each section to achieve optimum handling. Removing pallets from the previous stacker, transferring to the Compactor/banding unit and finally transferring to the offload area.
The compacting process is carried out by the raising in unison of the three scissor tables, which raise the stack against the fixed platen above.
The electrical control system integrates the operation of the complete line by means of the fully programmed PLC unit housed within the master control console. Other consoles are strategically positioned containing the twelve inverter drives and four servo drives required for operation of the line. Two HMI units were utilised to allow operation and monitoring from each end of the line.