De-Coiling
Twin head 3 ton capacity with contactless diameter and loop control for controlled pay-off.
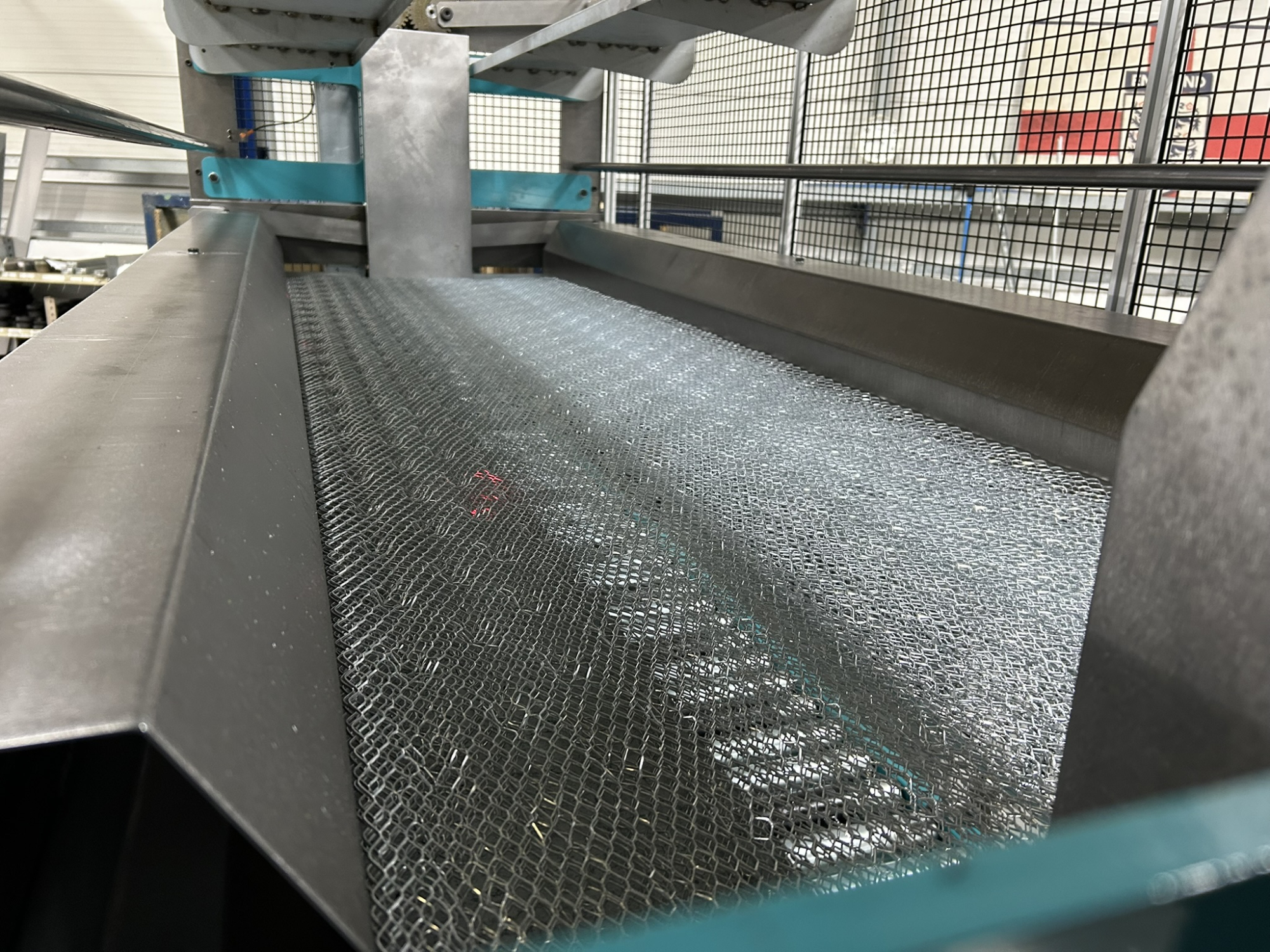
Heavy Duty Rotary Lathing Machine
This machine is capable of guiding, multiple slitting and flanging of the coil stock of 0.016” to 0.032” thick, followed by expanding up the diagonally diverging spreader arms. An enclosed coolant bath with additional offline filtration serves to collect any excess coolant with the assistance of air knives.
Level/Rib/Shear
This machine incorporates drive and levelling, with optional V-Rib / Self Furr and an integral rotary shear for non-stop shearing of the expanded mesh.
Inclined Conveyors
The conveyors serve to raise the lath to a suitable height to feed the following stacker at a fixed speed.
10 Sheet Stacker
The individual sheets are dropped onto the bottom stacker before being dropped again as a 10 stack ready to be banding.
Banding
The 10 stack is conveyed back underneath the inclined conveyors where two straps are applied in two locations before being side indexed.
Bundle Stacker
The banded stacks are dropped to an awaiting pallet that has been elevated to achieve a constant drop position. The complete stack is lowered once the 25 or 50 stack count is reached.
Pallet Conveyors
These are split into two sections. The first to feed the Bundle stacker when required and the second to feed into the following compactor.
Compacting / Single Sided Banding
Three scissor tables are raised in unison under hydraulic pressure to compact the stack against a fixed platen above. Once the compactor automatically stops, the single sided guide is lowered to allow single operator banding. The scissor tables are then lowered for fork lift removal.
Electrics
The electrical control system integrates the operation of the complete line by means of the fully programmed PLC unit housed within the master control console. Other drive cabinets and consoles are strategically positioned containing multiple inverter / servo drives required for the operation of the line. Two HMI units were utilised to allow operation and monitoring from each end of the line.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}