De-Coil
1000kg Motorised expanding mandrel de-coiling machine utilising variable speed via contactless inverter loop control and manual crank handle expansion. Coil capacity = 275/520 i/d x 1250 o/d x 300 wide
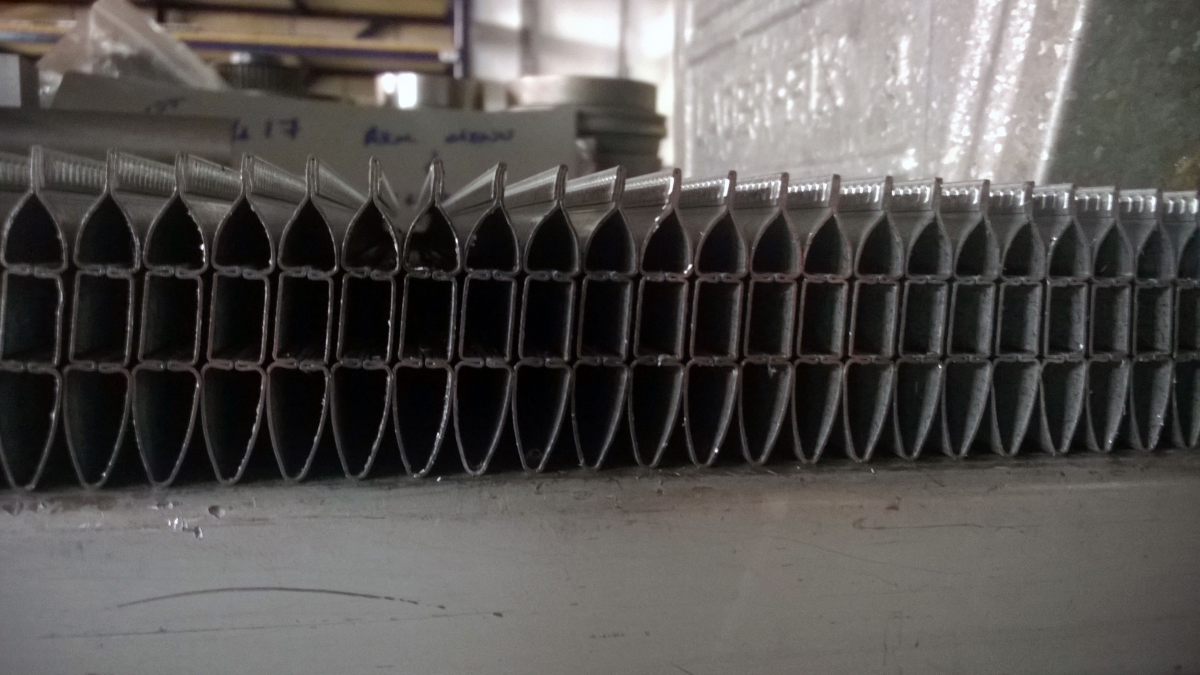
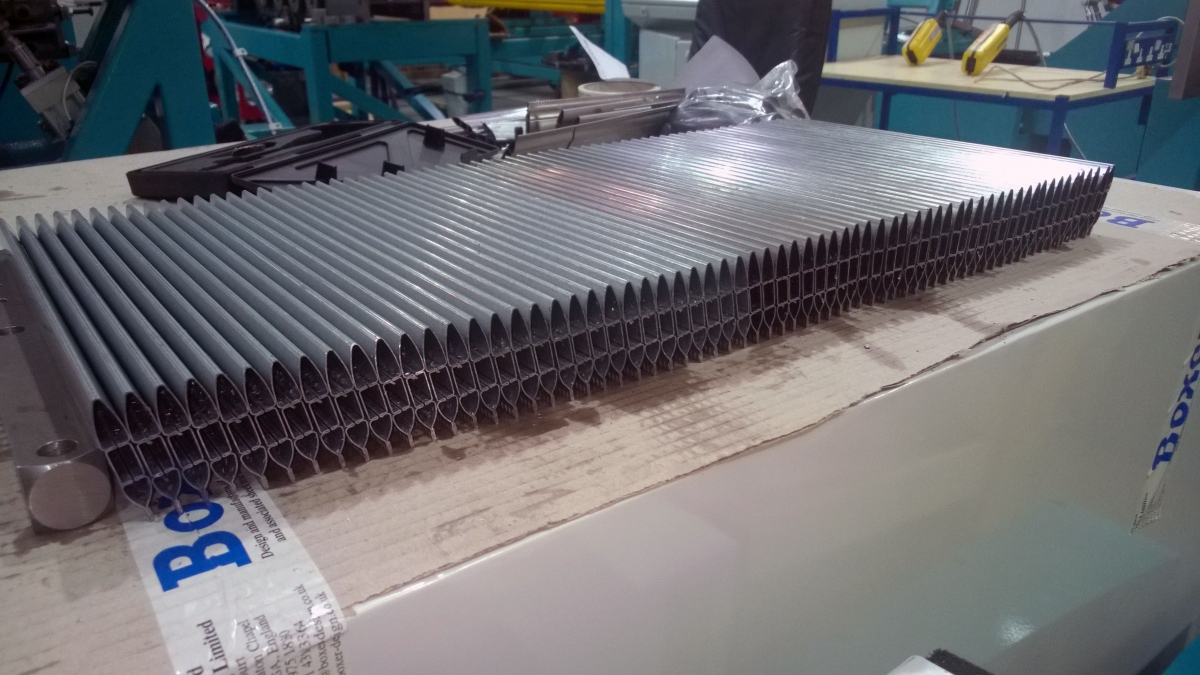
Rollform
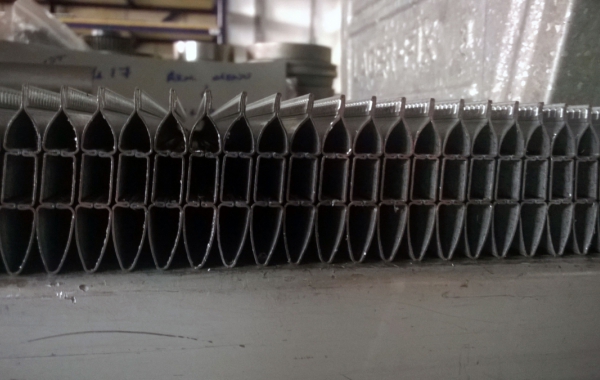
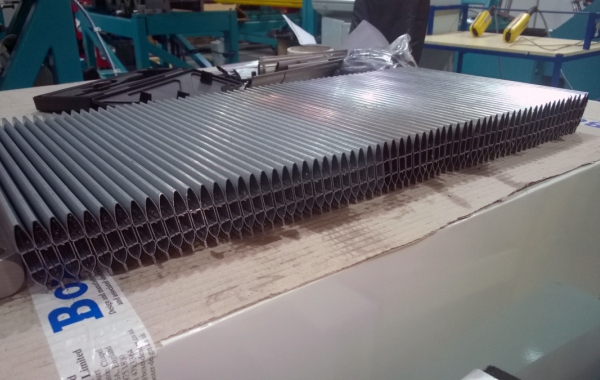
30 station 200 horizontal x 112mm vertical centred Rollforming machine, tooled for the 50mm Damper Blade profile. The machine carries two forming heads with the shafts rotated 90° to each other for optimum forming characteristics. The first head carries 22 horizontal forming stations and the second head 8 vertical forming stations. The heads carry the rollers inboard between side plates spaced 200mm apart, on 40mm diametre withdrawable rollshafts. The lower rollshafts are carried within sealed-for-life deep groove ball bearings in the rigid one-piece side plates. The top rollshafts are similarly carried within upper bearing blocks, individually adjustable for roll centre and forming pressure, utilising ‘disc spring’ stacks.
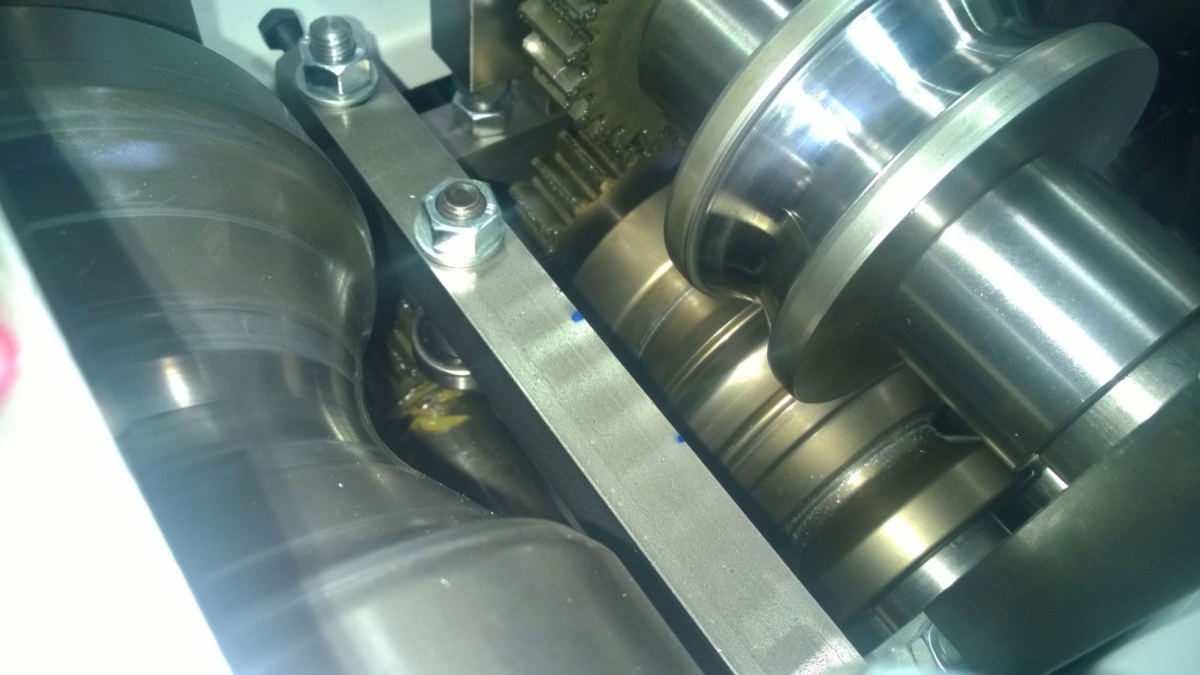
The hardened steel roller tooling is assisted by numerous free running side rolls to minimise scuffing and incorporates a toothed wheel pair to the last forming station to perform the clinching operation.
Bottom and strategic top rollshafts are driven by hardened spur gear train via idler gears, carried by sealed-for-life deep groove ball bearings on the lower withdrawable idler shafts. These shafts connect the side plates, thus creating the rigid head assembly and allow ease of individual removal for maintenance. The machine is driven at a speed of 25 metres per minute, by means of an inverter controlled 7.5kw geared electric motor and dual heavy-duty chain drive to the rolling head gear train. The final 8 station head is driven via chain and bevel gearbox from the common geared motor.
Hardened, adjustable in-feed guide bars and coil support roller quadrant are fitted to the in-feed end of the rolling head, which is in turn carried by a totally guarded, robust, fabricated base frame, with fixing and levelling points. A 3-way adjustable roller type ‘Turks Head’ exit-straightening unit is fitted, to correct any vertical, lateral and torsional product deviations.
Cut-off Saw
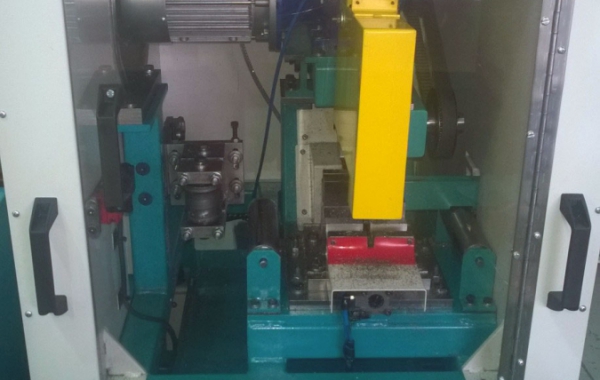
The pivoting saw head with interchangeable saw blade is carried by a substantial bearing mounted pivot and is stroked and returned by means of a pneumatic cylinder with hydrocheck speed control in a material dependent stroke and return time. This is encompassed by dual opening and closing split clamp devices, the datum jaw being fixed and the moving jaw indexed to the clamp position by means of pneumatic cylinder. This provides optimum support for sawing.
The cut cycle times are approximately: -
Mild steel damper blade using tungsten carbide tipped blade – 2.0 secs
Stainless steel damper blade using high speed cobalt steel blade – 5.0 secs
The blade is driven by an inverter controlled 0.75kw motor, such that the ideal cutting speed is selected for both mild steel and stainless steel cutting.
This functional equipment is carried by an extension of the rollformer frame with fixed and removable panelling as required. This incorporates a hinged access door for blade change and an inclined exit support plate which will influence the products to fall into catch bins of your supply. Typical blade life for tipped blades is 10,000 cuts between re-grinds.
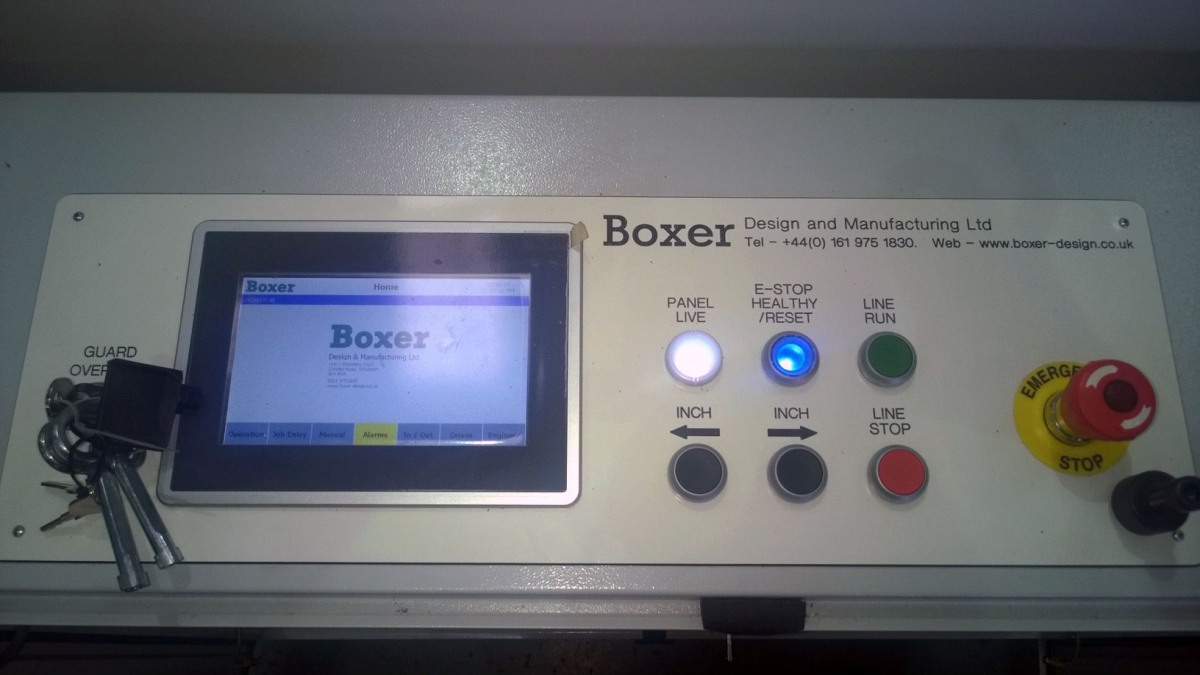
Electrics
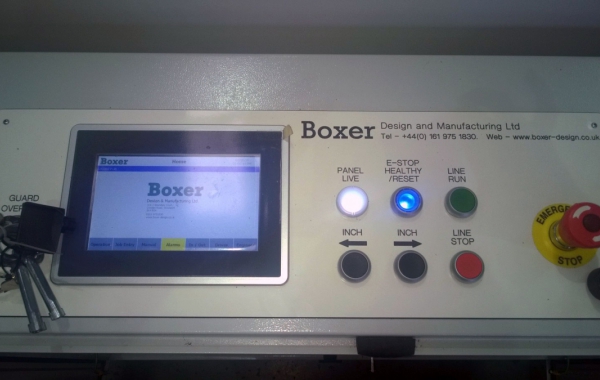
The PLC electrical control cabinet attached to the side of the rollforming machine carries all electrical hardware including the rollform inverter and fully programmed PLC. The cabinet top carries simple operator controls consisting of power ‘on’ and ‘off’ push buttons and the operator interface touch-screen HMI unit for length and batch quantity entry. Error messages are displayed to simplify fault-finding.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}