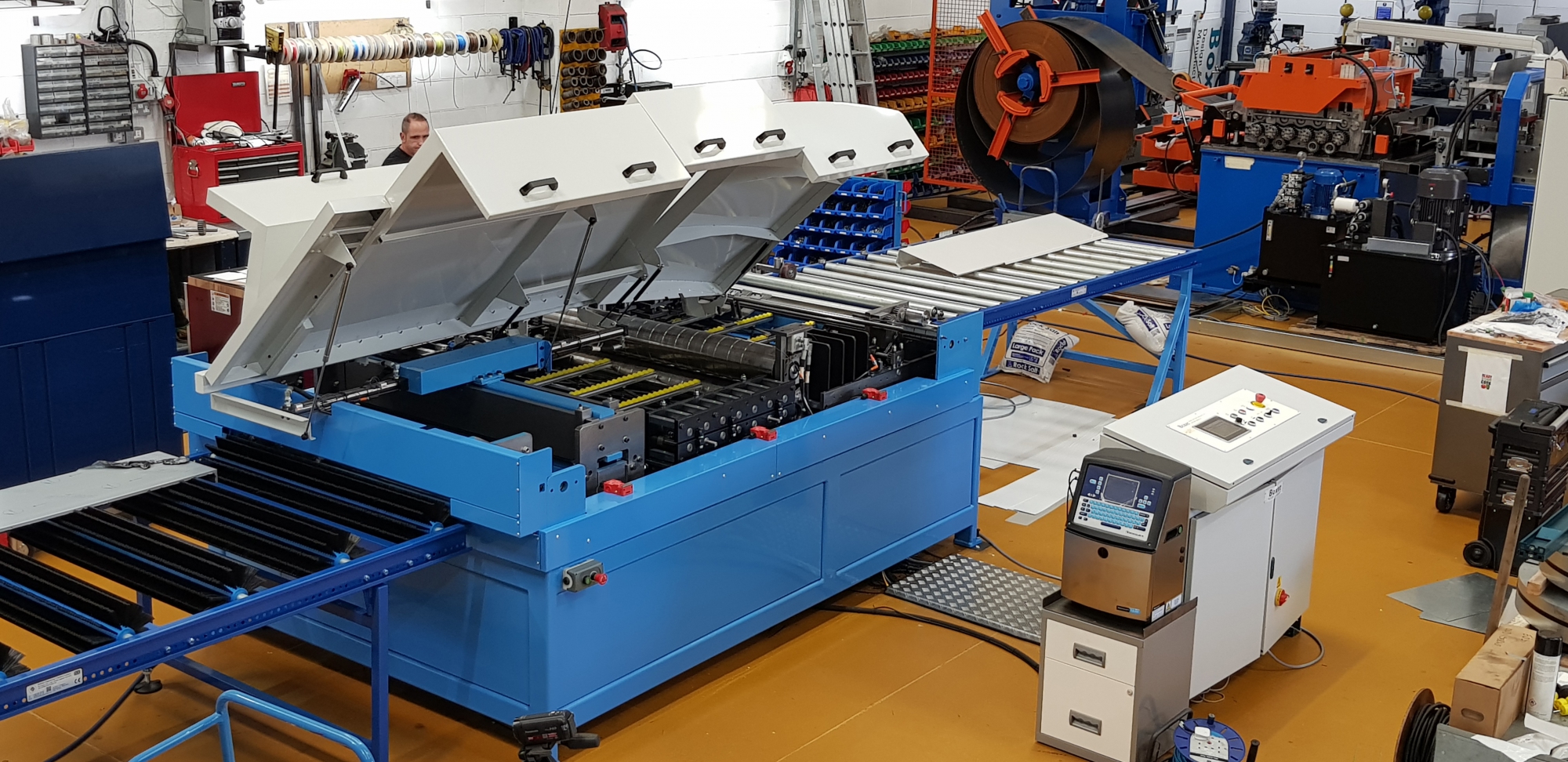
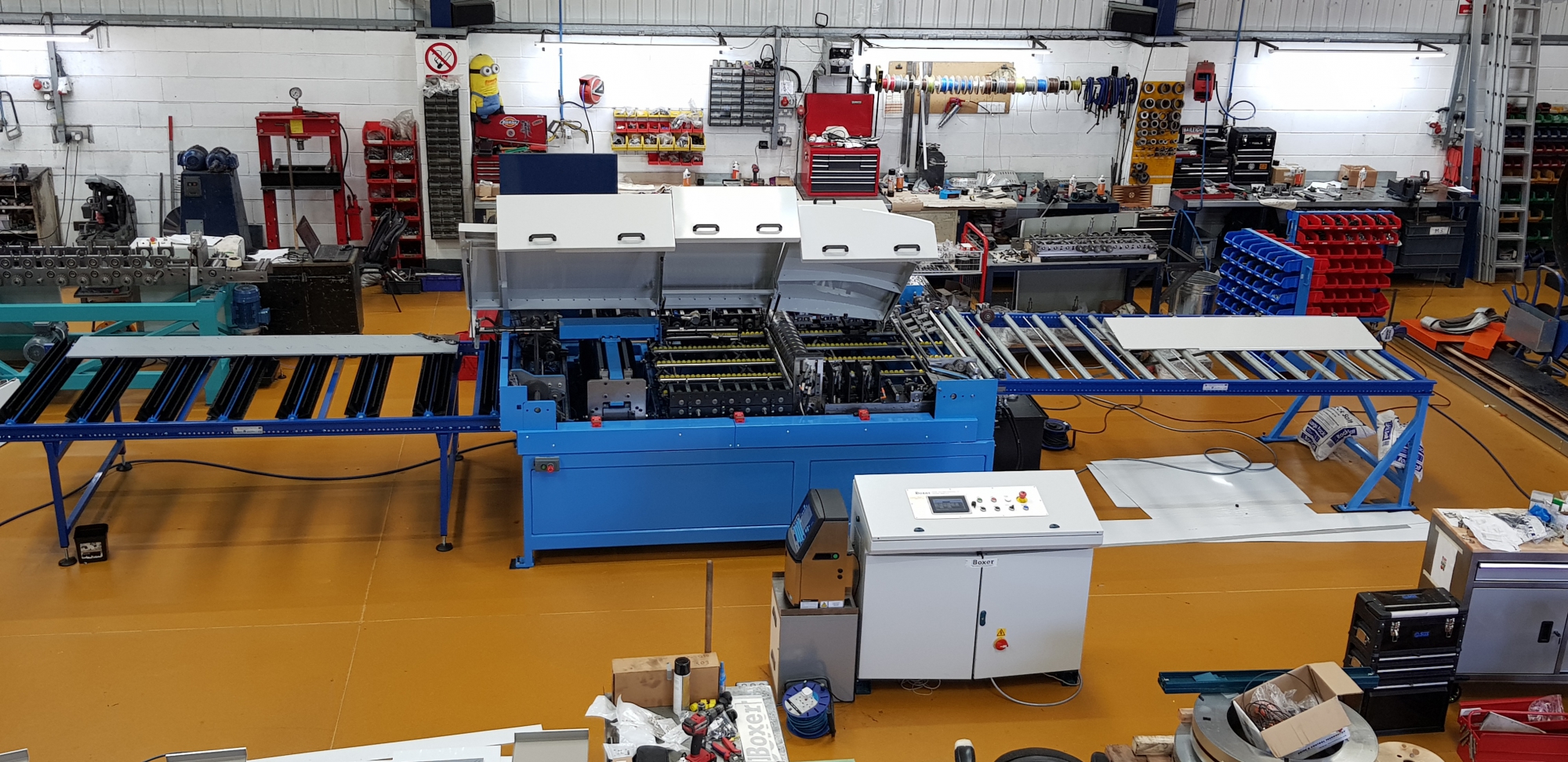
The control panel and its touchscreen HMI provide all necessary manual and automatic functions giving the options to select or de-select the punching and notching/folding to suit your production requirements. An option is included for the pre-determined motorised adjustment of the panel width. The machinery comprises the following: -
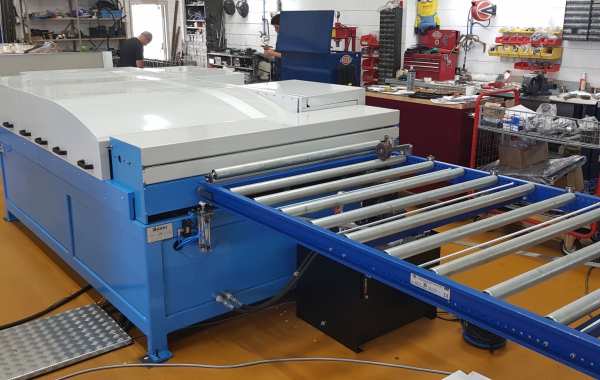
Infeed Table
5.4 metre 1250 wide gravity roller conveyor table with edge guide rollers and top datum pressure roller to hold the sheet against the datum.
Slitter
The single slitting head is carried on common lateral adjustment to the notching heads so that it is capable of slitting a wide sheet and processing the slit blank through the line, whilst guiding the offcut above the line on a support platform for manual removal by the operator for subsequent re-use. The slitting blades are carried in substantial sealed ball bearings and driven by layshaft and gears from the inverter controlled geared drive motor. The special shaped housing guides the blank into the infeed guides and deflects the offcut upwards to the support platform.
Hole Punch
The 2 ton hydraulically operated Ø12mm hole punch head is fitted immediately following the notching head on the fixed head only allowing insertion of the Ø12mm holes at any selected pitch along the panel [programmed from the HMI]. This head is operated via the common electro hydraulic power pack to that of the notching in a stroke and return time of 0.3 seconds.
‘V’ Notching
A 2 ton hydraulically operated ‘C’ frame notching head is fitted to the extended sideplates of each rollforming head of the following rollforming machine to perform the fold position 90° ‘V’ notches in the panel blank. These are operated in unison by the integral electro hydraulic power pack in a stroke and return time of approximately 0.5 seconds. The tools are carried in removable diesets for ease of maintenance. Preceding the notching heads are pinch rollers on each forming head, which serve to position the lead end of the panel accurately for the notching operation by means of lead end photo sensor and encoder positioning.
Corner Notching
A second pair of 2 ton notching heads with specification as item 2 but to produce the 10 x 10mm square corner notches for the end bends.
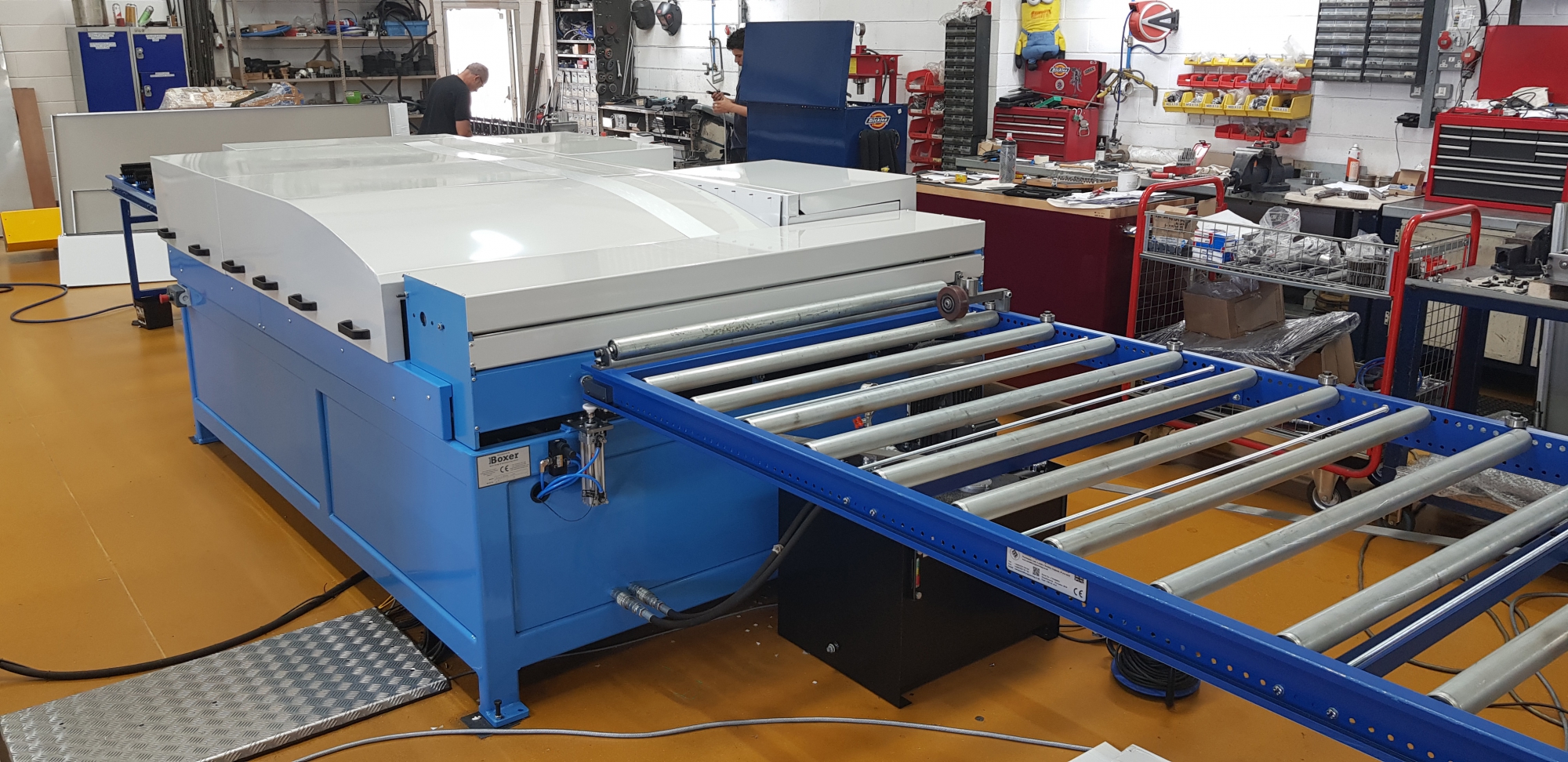
Rollform
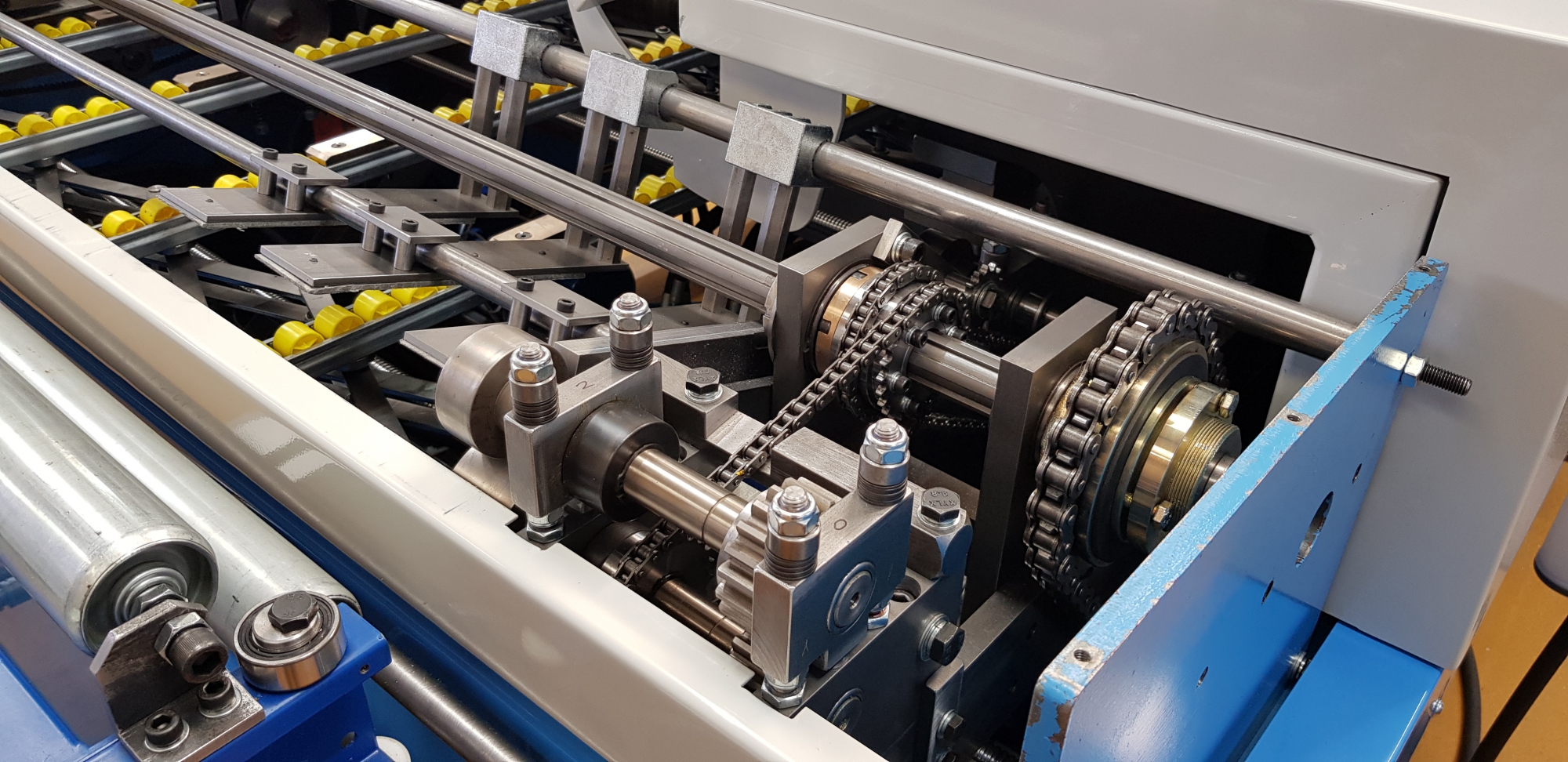
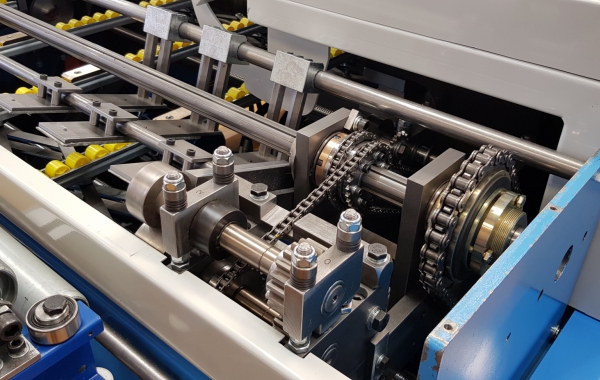
One Model MDS10.06-7 station Medium Duty Duplex Rollforming Machine possesses one fixed and one moving forming head, such that both edges of available width panels are formed simultaneously. The seven pairs of hardened steel flange forming tooling are carried on the Ø25mm outboard extension shafts, in turn, carried within needle roller bearings. These bearings are carried within the rigid one piece top and bottom sideplate pairs spaced apart by the idler gear shafts. These shafts carry hardened needle bearing mounted idler gears transmitting the drive through to the hardened rollshaft gears. The top heads are connected via pressure studs carrying nip gap and ‘disc spring’ pressure adjustment to cater for the material gauge range. The press heads (items 2 and 3) are mounted to the extended rollforming heads immediately prior to the form rollers and a pair of pinch rollers is carried on each extension to position the sheet.
The heads are mounted to the cross-slide beams on linear guide rails, the fixed head jack adjusted from the frame and the moving head positioned by dual chain linked ballscrews by means of handwheel with digital position indication [motorised option available]. Both heads are driven simultaneously by means of the high speed splined layshaft and gear reduction units, in turn, driven via toothed belt drive from the frame mounted 1.5kw inverter controlled electric motor. The forming speed is approximately 18m/min.
A segmented hardened edge guide extends from the infeed table past the notching heads and to the first roll pair on the datum side only. This allows blank width variation to be taken up in the non-datum flange. A concertina work support allows unhindered panel width adjustment between 300 and 1250mm.
Back to Back Folding Machine
Is capable of folding the front and rear flanges of the coldstore panel downwards on exit from the rollforming machine and optionally folding a second bend at one or both ends, 50mm from the end fold. The lower central hydraulically operated clamp head carries quickly removable box and pan style clamp tooling, double ended for lead and trail folds. Pivoting folding leaves are hydraulically operated either side of the upper clamp beam, one to form the front flange and one the rear. Pneumatically operated. support rollers and brushes prevent marking of the panel.
A pair of pinch rollers consisting of full width driven top roller and driven bottom wheels follow the folding head in order to position the rear end of the panel for folding. These are opened and closed hydraulically to allow passage of the flanges and run within sealed-for-life ball bearings carried on an extension of the rollforming machine frame. This roll pair is driven via toothed belt drive from the frame mounted inverter controlled geared electric motor providing accuracy of rear fold position.
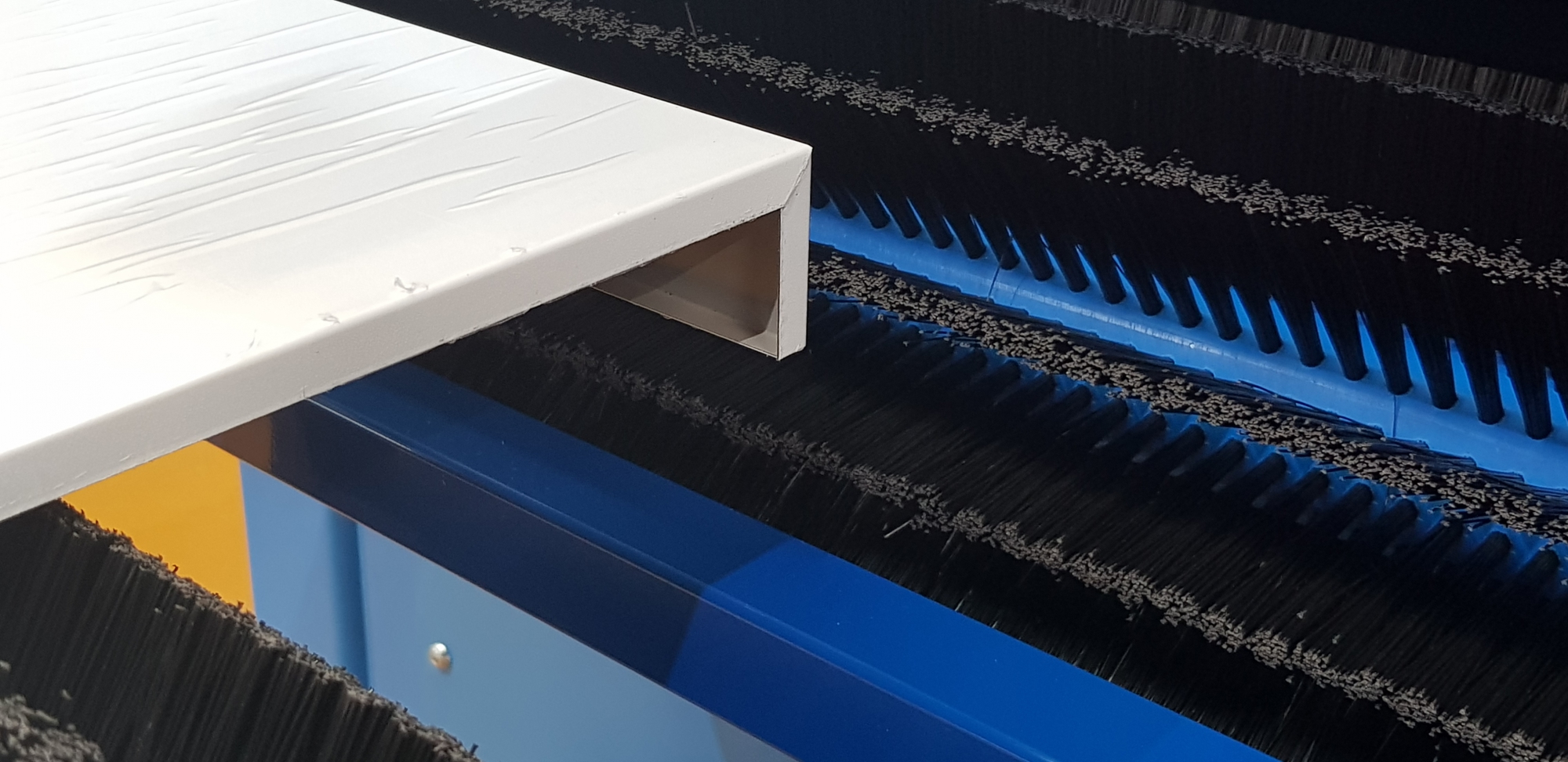
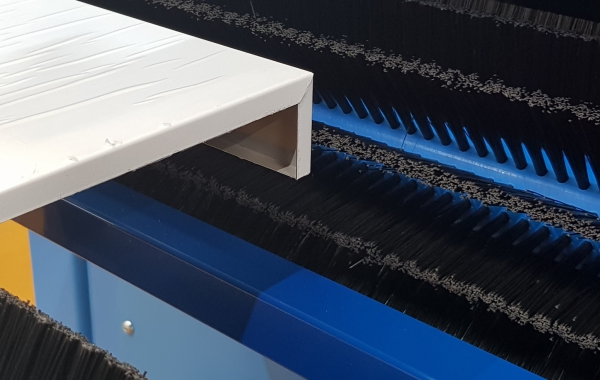
Exit Table
4.2 metre x 1250mm wide ‘brush roller’ conveyor table to support the exiting panel. The large diametre low density brushes accept the 50mm legs whilst supporting the panel face. The exit 1.6 metre section is carried on wheels to allow removal when running panels of 3 metres and below.
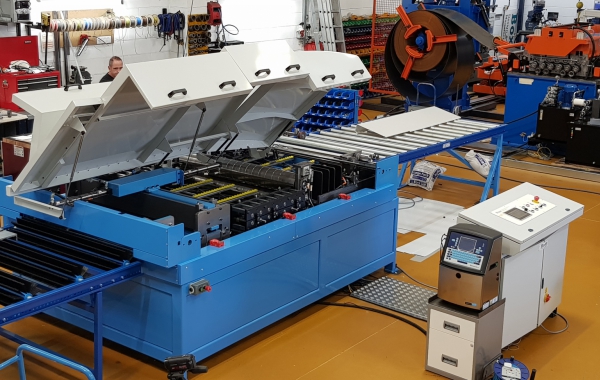
Inkjet Printer
For the incorporation of a ‘Videojet’ VJ1530 inkjet printer and related communication board, encoder and software to print the job/stock reference, size, name, date and any other text in accordance with your csv file information.
Electric’s
The electrical control cabinet mounted to the side of the machine frame carries all necessary controls including the inverter drives and fully programmed microprocessor PLC. The cabinet top surface carries the simple operator controls consisting of power ‘on’ and ‘off’ pushbuttons and illumination alongside the operator touchscreen HMI. This provides prompted entry of the desired product configuration of holes, notches, folds and the batch quantity. All individual machine actions can be manually operated from this screen to aiding troubleshooting etc.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}